




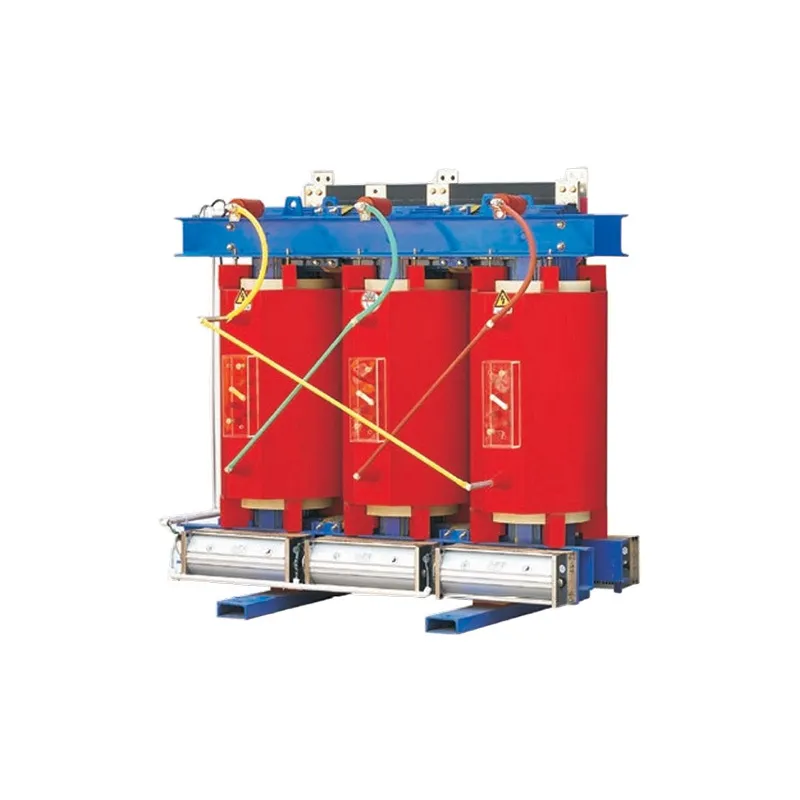
производство сухих трансформаторов
Когда говорят про производство сухих трансформаторов, многие сразу представляют намотку медного провода на каркас и сборку магнитопровода. Но если бы всё было так просто, на рынке не осталось бы места для кустарщины, а у нас, в ООО Хэнань Цзиньюй Электрик, не было бы столько головной боли с доводкой технологии. Основной продукт — да, силовое оборудование, 10 кВ, 35 кВ, но сухой трансформатор — это всегда история про компромисс между изоляцией, охлаждением и стоимостью. И вот здесь начинается самое интересное.
Где кроется главная ошибка в подходе к производству
Частая ошибка — считать, что главное — это класс изоляции, например, Н или С, и всё. На деле же, ключевой момент, который многие упускают на старте — это подготовка обмоточного провода и пропитка. Не та пропитка, что раз в жизни, а процесс, который должен обеспечить отсутствие воздушных включений в изоляционном слое после отверждения. Мы сами через это прошли: первые партии трансформаторов на 10 кВ показывали чуть повышенные частичные разряды на испытаниях. Вроде бы и материал хороший, и намотано ровно, а проблема есть.
Пришлось разбираться. Оказалось, дело в режиме сушки перед пропиткой. Если не выгнать всю абсорбированную влагу из изоляции провода, даже самая современная эпоксидная система не даст монолита. Появились микрополости — вот вам и очаги для разрядов. Пришлось пересматривать весь термоцикл в вакуумной камере. Это не по учебнику, это уже опыт, который в паспорте изделия не опишешь.
И вот здесь как раз видна разница между просто сборкой и именно производством сухих трансформаторов. Сборка — это когда ты работаешь по готовому ТУ. Производство — когда ты сам формируешь эти ТУ, исходя из поведения материалов в твоих конкретных условиях. У нас на сайте jydq.ru мы пишем про надежность, но за этими словами стоит именно такая, иногда нудная, доводка процессов.
Охлаждение: тихая борьба с перегревом
Ещё один миф — что раз трансформатор сухой, то и охлаждение у него простое, естественное. Для малых мощностей — может быть. Но как только речь заходит о наших серийных сухих трансформаторах на 35 кВ, естественной конвекции уже недостаточно. Нужно проектировать воздушные каналы внутри обмотки. И это не просто отверстия.
Здесь постоянно идет балансировка. Сделаешь каналы шире — улучшишь охлаждение, но ослабишь механическую прочность обмотки, особенно при коротком замыкании. Сделаешь уже — рискуешь локальным перегревом. Мы долго подбирали соотношение, делали тепловое моделирование, а потом проверяли на реальных образцах термопарами. Самый ценный опыт получили, когда один из опытных образцов показал температуру на 10 градусов выше расчетной в верхней части обмотки. Причина оказалась банальной — не учли восходящий поток горячего воздуха от нижних секций внутри самого кожуха.
Пришлось дорабатывать конструкцию кожуха, добавлять направляющие перегородки. Это та деталь, которую заказчик не видит, но которая напрямую влияет на срок службы. В итоге, наша конструкция с принудительной вентиляцией и продуманными каналами стала одной из визитных карточек для проектов с высокой цикличностью нагрузки.
Про материалы: не гнаться за самым дорогим
Есть соблазн использовать для изоляции самый продвинутый и дорогой материал — мол, так надежнее. Практика показала, что это не всегда так. Важнее — стабильность параметров материала от партии к партии и его технологичность. Мы работаем с несколькими поставщиками электротехнической стеклоткани для эпоксидной изоляции. И ключевым критерием выбора стал не только диэлектрическая прочность, а то, как ткань пропитывается смолой, как ведет себя при вакуумной обработке.
Был случай, когда взяли партию материала с идеальными паспортными данными, но в процессе пропитки он давал много пузырьков, которые не удалялись. Вскрыли проблему — оказалось, в ткани был изменен состав замасливателя. Для других применений это не критично, а для вакуумной пропитки — фатально. Теперь у нас есть своя, простая методика проверки материала на пригодность перед запуском в основное производство. Это та самая 'кухня', которая и определяет качество конечного продукта.
Контроль качества: испытания как часть процесса, а не формальность
Многие производители считают контроль качества финальным аккордом. Мы же встроили его в сам процесс. Например, контроль частичных разрядов (ЧР). Мы делаем его не только на готовом изделии, но и на ключевых этапах: после намотки катушки, после пропитки. Это позволяет сразу локализовать проблему, а не гадать потом, в чем причина высокого уровня ЧР у собранного трансформатора.
Одна из самых полезных практик, которую мы внедрили — это сохранение 'эталонных' осциллограмм ЧР для каждой типоразмерной серии. Когда при испытаниях нового трансформатора видишь нехарактерный выброс на определенной фазе напряжения, сразу можно сравнить с эталоном и примерно понять природу: проблема в изоляции, есть ли воздух или, может, посторонняя частица. Это экономит уйму времени на диагностику.
На сайте нашей компании ООО Хэнань Цзиньюй Электрик мы указываем стандартные испытания по ГОСТ или МЭК, но за кадром остается именно эта, рутинная работа по созданию базы знаний для быстрого принятия решений. Это и есть та самая экспертиза в производстве сухих трансформаторов, которая не покупается, а нарабатывается годами.
Взаимодействие с заказчиком: уточнить неудобные детали
Часто заказчик присылает ТЗ, где указаны только основные параметры: мощность, напряжение, группа соединений. И если просто взять и сделать по этим данным, можно попасть впросак. Мы всегда стараемся выяснить детали, которые в ТЗ обычно не пишут. Например, где будет стоять трансформатор? В отдельном сухом помещении или в цеху с высокой влажностью и запыленностью? От этого зависит степень защиты кожуха (IP).
Был показательный проект для одного из заводов. Заказчик запросил стандартный сухой трансформатор 10 кВ. В ходе уточнений выяснилось, что он будет стоять в подвальном помещении, где возможны периодические подтопления. Стандартная защита IP20 тут не подходила. Убедили заказчика на кожух с IP54 и дополнительной обработкой антикоррозионным составом. Да, это было дороже для него и сложнее для нас в производстве, но это предотвратило будущие аварии. Такие моменты не попадают в рекламные брошюры, но именно они формируют репутацию.
Поэтому наше производство сухих трансформаторов — это не конвейер. Это всегда диалог. Даже если в итоге мы делаем продукт из своей стандартной линейки, небольшие доработки под конкретные условия — это норма. Главное — понять эти условия заранее.
Взгляд в будущее: что еще можно улучшить
Сейчас много говорят про цифровизацию и 'умные' сети. Для нас это не абстракция. Мы постепенно внедряем возможность установки датчиков температуры прямо в самые горячие точки обмотки на этапе производства. Это дает заказчику не просто данные, а предиктивную информацию о состоянии оборудования. Но и здесь есть подводные камни.
Сама установка датчика — это вмешательство в изоляционную систему. Нужно обеспечить такую конструкцию, чтобы датчик не стал слабым звеном. Мы экспериментировали с разными способами закладки термосопротивлений. Сначала просто вклеивали в наружный слой — не очень надежно. Сейчас отрабатываем технологию закладки датчика между слоями обмотки на этапе намотки, с последующей пропиткой вместе со всей катушкой. Получается более монолитно и надежно.
Это направление — не сиюминутный тренд, а логичное развитие. Надежность — это не только сделать изделие, которое не сломается, но и дать инструмент, чтобы вовремя увидеть признаки возможных проблем. И в этом, пожалуй, и заключается эволюция подхода к производству сухих трансформаторов. От простого изготовления к созданию надежной и предсказуемой системы. И этот путь, как показывает практика, состоит из постоянных мелких доработок, проб и иногда даже шагов назад, чтобы потом сделать два шага вперед.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Кабельная распределительная коробка с выключателем DFWK
Кабельная распределительная коробка с выключателем DFWK -
 Европейская кабельная распределительная коробка DFW-12 кВ
Европейская кабельная распределительная коробка DFW-12 кВ -
 Передвижная электростанция
Передвижная электростанция -
 Распределительный щит силового питания XL-21
Распределительный щит силового питания XL-21 -
 Трансформатор с регулированием напряжения под нагрузкой SZ13
Трансформатор с регулированием напряжения под нагрузкой SZ13 -
 Низковольтное интеллектуальное устройство компенсации реактивной мощности GGJ
Низковольтное интеллектуальное устройство компенсации реактивной мощности GGJ -
 Взрывозащищенная мобильная подстанция KBSGZY-100KVA~4000KVA 10/1.2-0.69KV для горнодобывающей промышленности
Взрывозащищенная мобильная подстанция KBSGZY-100KVA~4000KVA 10/1.2-0.69KV для горнодобывающей промышленности -
 Дизель-генераторная установка 800 кВт Cummins
Дизель-генераторная установка 800 кВт Cummins -
 Распределительный щит JXF
Распределительный щит JXF -
 Заглубленный трансформатор типа S □ M·D
Заглубленный трансформатор типа S □ M·D -
 Масляный трансформатор класса 35 кВ S11
Масляный трансформатор класса 35 кВ S11 -
 Дизель-генераторная установка 500 кВт Shanghai Diesel Engine Co., Ltd.
Дизель-генераторная установка 500 кВт Shanghai Diesel Engine Co., Ltd.
Связанный поиск
Связанный поиск- трансформатор масляный 63 ква
- Высоковольтное распределительное устройство XGN15-12
- разделительный трансформатор заземлять
- комплектная наружная трансформаторная подстанция
- сухие силовые трансформаторы испытания
- разделительный трансформатор для котла
- Сколько стоят высоковольтные и низковольтные шкафы
- масляная система трансформатора
- пуэ масляные трансформаторы
- комплектно трансформаторная подстанция 35 кв